Bij freesjes kleiner dan 1,5 mm. is het essentiëel om de vlakheid van het werkstuk te controleren, anders breken ze binnen de kortste keren.
Dus in ieder geval de hoogte even uitklokken voor je begint om te controleren of de afwijkingen
niet te groot zijn.
Om de zoveel tijd moet je een nieuwe wasteplate monteren.
Elke nieuwe wasteplate moet je vlakken.
Maar zelfs dan zijn er nog hoogteverschillen in het werkstuk.
Een hoogteverschil van 0,6mm (wat niets bijzonders
is) is erg veel voor een freesje van 0,3 mm, namelijk 200% van zijn eigen diameter.
De basis van de machine is van Multiplex en de wasteplate is van MDF en hout zal nou eenmaal gaan 'werken' onder invloed van temperatuur en vochtigheid.
Misschien
blijft het strakker als het hout wordt geverfd, maar bij mij is het naturel.
Wasteplate wordt ook wel "spoilboard" genoemd.
Eigenlijk moet je elke keer vlakken als je nauwkeurig werk en graveerwerk gaat uitvoeren, zelfs als je de machine
een tijdje niet hebt gebruikt.
Als je materiaal niet te dun is, is het aan te raden om ook het te frezen materiaal even te vlakken, het voorkomt teleurstellingen en gebroken freesjes.
Maar zelfs als je de wasteplate vlakt en het te bewerken materiaal
ook vlakt, zul je merken dat er hoogte verschillen zijn.
Hoogteverschillen zijn niet te voorkomen, bij hele nauwkeurige bewerkingen is het daarom nuttig om een autolevel programma te gebruiken, dat de (minutieuze) hoogte verschillen meet en de
g-code voor de Z-as corrigeert.
Om te vlakken kan ik helaas geen houtfrees gebruiken omdat ze niet in voldoende grote diamter te koop zijn. Ik heb ongeveer 60 à 70 mm diameter nodig om helemaal tot aan de randen van de wasteplate te komen.
Bij een grote diameter gaan echter vanaf ongeveer 3000 toeren dezelfde problemen spelen als bij ongebalanceerde autowielen: trillen.
Je kunt het toerental van de KRESS 800 regelen maar het laagste toerental ligt rond de 10.000
rpm en dat is te hoog voor een gewone ongebalanceerde ronde schuurschijf.
Die schuurschijven werken prima in een handboormachine, maar zijn niet geschikt voor CNC met hoge toerentallen. Hevig trillen van het frame is het gevolg omdat ze onvoldoende
zijn uitgebalanceerd.
Ik kon 2 oplossingsstrategieën bedenken:
1) Een electronische toerental regelaar om de motor langzamer te laten draaien en een standaard schuurschijf blijven gebruiken.
2) De diameter van de schuurschijf
verkleinen en met hoge toerentallen werken.
Na research op diverse CNC-forums en na advies ingewonnen te hebben bij DamenCNC,
kwam ik tot de conclusie dat er meerdere mensen zijn die naar een oplossing zoeken hiervoor.
Ook moest ik concluderen dat er op dit moment nog geen betaalbare, makkelijke, kant-en-klare oplossing is voor een electronische toerentalregeling van
de KRESS. De electronische regelaars zijn vaak duurder dan de KRESS zelf.
Ik besloot daarom voor de 2e optie, het verkleinen van de diameter van de slijpschijf.
En gezien het hoge toerental moet de nieuwe vlakschijf ook zeer nauwkeurig worden
gemaakt.
Verder is het van belang het gewicht van het werkstuk zo laag mogelijk te houden om de kans op vibraties te verkleinen.
Vlakgereedschap of "Planers" zijn wel kant en klaar te koop, bijvoorbeeld bij StewMac's site.
Maar ik vind ze erg duur (50 dollar) en ik heb er een bloedhekel aan om iets in de V.S. te kopen vanwege dat eeuwige gezeik met de douane en invoerrechten, wat soms het bedrag bijna verdubbelt.
Ook duurt het eeuwen voordat het pakketje aankomt.
Een ander probleem is dat de StewMac Planer ook ontworpen is voor maximaal 3000 rpm.
Tenslotte kan ik de diameter van de schacht niet achterhalen dus ik weet niet of ze goed in de
KRESS spantangen passen.
Nog een bizar probleem bij Amazon:"The following types of items can’t be shipped to buyers outside the U.S.: video games, toy and baby items, electronics, cameras and photo items, tools and hardware, kitchenware and
housewares, sporting goods and outdoor equipment, software, and computers."
Het leek mij daarom het beste om zelf het werkstuk "from scratch" uit één geheel te maken.
Als grondstof leek aluminium het beste
vanwege het lage gewicht.
Ik koos voor een diameter van 70 mm. en een asdiameter van 8 mm. want dat is de grootste spantangdiameter die ik momenteel ter beschikking heb voor de KRESS.
De 70 mm. diameter voor de schuurschijf heb
ik op het oog geschat.
Dus even boodschappen doen in de Metaalwinkel.
Vervolgens inspannen in de draaibank en aan de slag.
Ik ga in eerste instantie
voor schuurpapier, als dat niet werkt ga ik een frees variant bedenken.
Tot zover de mechanische oplossing.
Er is ook nog een softwarematige oplossing in de vorm van "Autoleveller", waar ik later op terugkom.
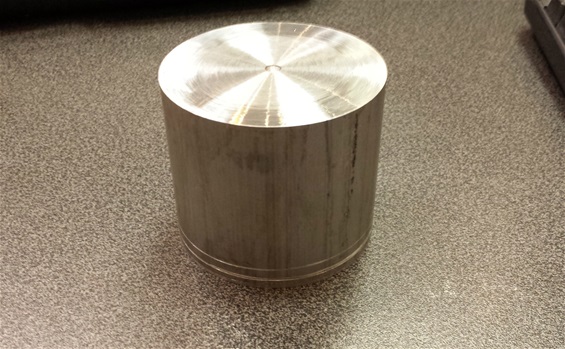 Aluminium rondstaf met een diameter van 70 mm.
Aluminium rondstaf met een diameter van 70 mm.